
Premium Drainage Solution for Chip Production Facility
A leading snack food brand, known for over 150 years of quality food manufacturing, has built a strong reputation as a market leader. Their iconic potato chips remain a cornerstone product, with an extensive range stocked on supermarket shelves nationwide.
To meet increasing consumer demand, the company recently expanded its production facility to increase capacity and efficiency. Designed by Designgroup Architects h+k and completed in 2020, the site processes an average of 400 tonnes of potatoes each week, producing approximately 720,000 packets of chips weekly.
Designing for High-Volume Food Production
The facility features industry-leading automated processing equipment, operating along defined production lines. Each stage of processing—separating, washing, cooking—required dedicated infrastructure to cater to operational demands.
One of the primary challenges was managing high volumes of water and liquid waste, particularly during:
- Daily operations
- Weekly boil-outs and deep cleans
- Emergency water dumps for hazard management
Additionally, the site’s wastewater recycling system required integrated drainage solutions capable of supporting multiple interconnected facilities without compromising hygiene or safety.





Partnering with Allproof Industries
Allproof Industries, specialists in food and beverage production facility drainage, collaborated with the design team to develop and manufacture a customised stainless steel drainage system.
Key priorities included:
- Robust and durable construction for lifetime performance
- Hygienic design to support food safety and cleaning protocols
- Optimised hydraulic performance for high-flow scenarios
Because drainage is embedded within the floor slab, design accuracy and product performance were critical—retrofit or remediation work can be costly and disruptive.
Drainage Design & Components
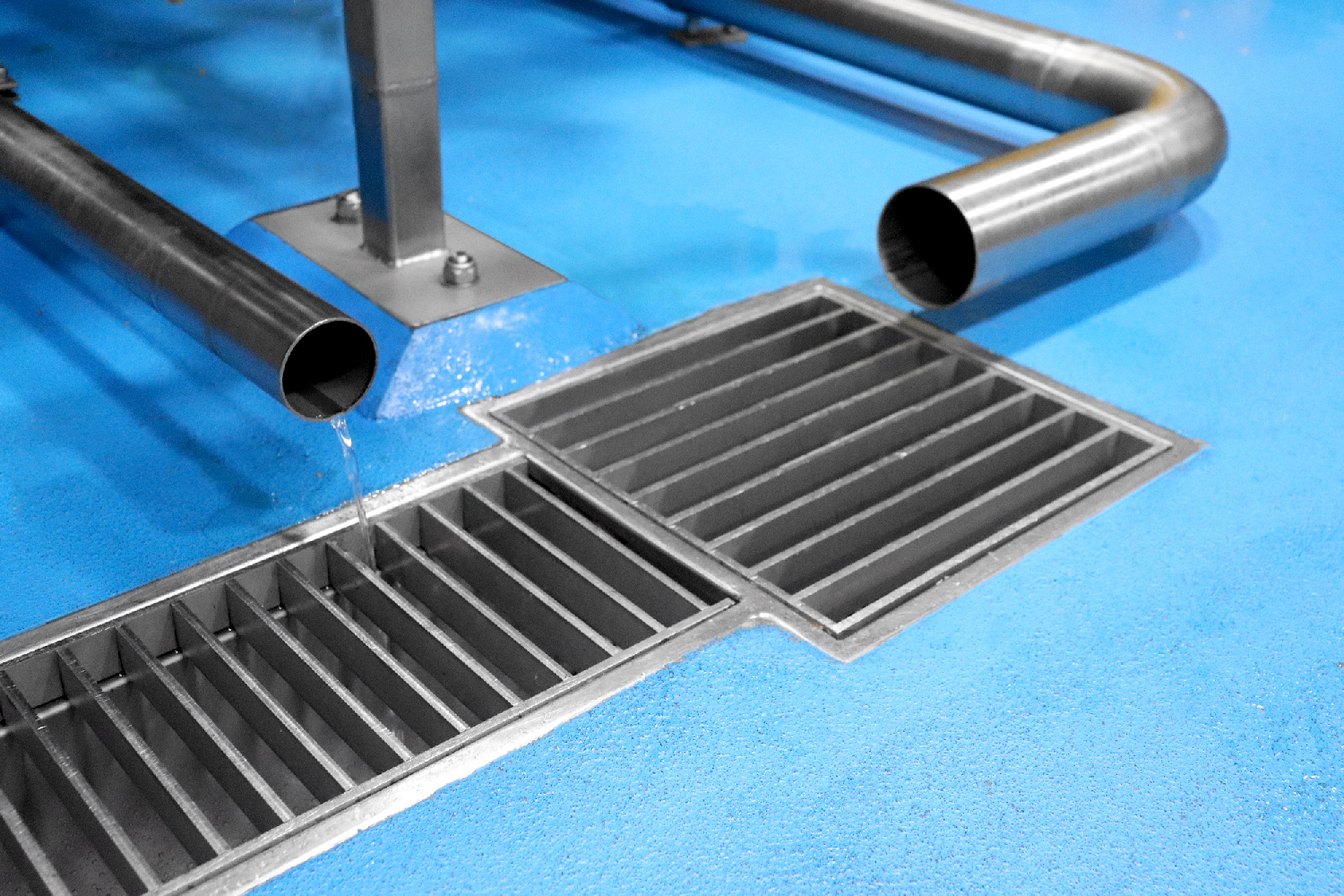
Load-Class C Ladder Grates (AS 3996)
Heavy-duty ladder grates were chosen due to frequent heavy machinery traffic. Their large open area improves hydraulic performance and allows solids (e.g., potato debris) to be swept into strainer baskets, reducing slip and trip hazards.
Hydraulic Considerations
Drainage channels were designed with sufficient depth and capacity to capture peak wastewater flows and prevent surface flooding. Each channel section terminates at a sump, where hydraulic efficiency benefits from a water head that increases flow rate and speeds wastewater removal. Sump depths were engineered to suit project-specific hydraulic requirements.
Hygienic Stainless Steel Construction
Stainless steel is the preferred material for food processing facilities due to its:
- Non-porous, sealed surface (bacteria and odour resistant)
- Mechanical strength (resistant to dents and damage)
- Ease of cleaning and maintenance
Project Outcome
Allproof supplied and installed 69 m of stainless-steel channel drain and 22 sumps, either connected to or standalone, forming a highly efficient and hygienic drainage network.
By engaging local expertise and Australian manufacturing, the client ensured compliance with food industry hygiene standards while meeting their operational and sustainability goals. The result is a future-ready facility positioned to support ongoing growth in their iconic product range.












