Mitigating risk is important when considering what components will be installed in your shower or wet room.
Tile Over Stainless Tray in Cordis Hotel Penthouse Suite, Auckland.
A lot of home owners have experienced leaks in a tiled area and the associated repairs and removal of mouldy or rotten framing, carpet and the like. This is one of the reasons for the popularity of Allproof’s offering of custom stainless steel shower trays. Allproof, an Auckland based family-owned manufacturing company is leading the way with a wide offering of tile over, exposed and commercial shower trays for a wide market application. All aspects of their NZ Manufacturing focusses on best environmental practice using solar power, rain water harvesting and manufacturing as much as possible with locally sourced recycled products.
The tile over shower tray is a game changer when it comes to modern bathroom design. It sits well in residential timber floor construction as well at high rise intensive properties where the shower may boundary other tenancies and properties which could be affected by a failure in the waterproofing system. Allproof have designed an engineered XPS base that will provide the required falls to meet NZBC E3 by having a base that provides the falls so the tiles are directly fixed to the stainless-steel tray. This removes the requirement for a screed or membrane in the high-risk area, with linings and waterproofing coming over the shower tray and terminating on the base. The trays are laser cut and CNC folded in house to specific design ensuring accuracy and efficiency in turnaround for one off projects.
Most Kiwis grew up in a house with an exposed stainless tray. This is a testament to the durability and simplicity of this design that these still exist and now are being specified for Kianga Ora projects, gyms and the seaside batch. These trays have a pressed fall that aids drainage to a point drain outlet and the tray is supported on a CNC cut Poly base for ease of installation. A floor waste gulley and a range of grate options finish the system with a no maintenance drain by removing any easy clean basket type waste which can be problematic, particularly in a public washroom. This system also aligns with Allproof’s fully tested passive fire range which is crucial when penetrating a fire cell between tenancies.
Design trends can be accommodated with Allproof tiled shower trays allowing a wide range of grate options in the tile over system, to being able to have an exposed tray with a channel drain or battened over for the nautical look. Call Allproof today to discuss your project and the advantages of a stainless steel shower tray in your next bathroom project and support New Zealand made.
In today’s compact, design-led residential and commercial projects across Australia, bathrooms are increasingly expected to deliver both aesthetic appeal and high-functioning drainage. Yet, one of the most overlooked and most influential aspects of successful shower design begins below the surface: the subfloor.
Whether constructing a high-rise apartment block in Melbourne or a luxury townhouse in Brisbane, understanding how shower drainage design impacts subfloor construction is critical to achieving a level-entry shower, meeting Australian Standards, and ensuring long-term water integrity.
Designing with the Subfloor in Mind
Subfloors, be they timber joists or concrete slabs, often set the parameters for drainage design. The available depth in these substrates determines whether a shower can have a flush entry or whether alternatives like a hob or step-down are required.
According to AS 3740:2010 (Section 3.13.5), achieving the minimum fall of 1:80 towards a shower outlet requires planning. For example, a one-metre-long shower channel needs approximately 32.5mm of floor setdown: 20mm for the channel itself and 12.5mm per metre for the fall. If the slab or joist space doesn’t allow for this, compromises must be made, or smarter systems must be adopted.
Channel vs Point Drain: Location Matters
Channel drains, such as Allproof’s Vision series, are a preferred solution for their clean lines and simplified falls from one direction. Positioning the channel against a wall reduces the fall length required, ideal when depth is limited. Alternatively, locating the channel at the entry of the shower can enable the slope to be built up against the far wall, maintaining a level threshold at the entrance.
However, if space is tight, a central point drain can also be effective. This setup requires a four-way fall, meaning tiles must be cut diagonally, a less seamless aesthetic, but often a necessary trade-off to fit within the structural floor design.
When Setdown Isn’t Possible: Use of Hobs and Raised Systems
If structural limitations prevent achieving the required fall, a hob or step-over threshold becomes a practical alternative. While not ideal for accessibility, hobs provide superior water containment, preventing splashing into adjacent dry areas and eliminating the need to recess into the floor slab.
For multi-residential projects where space and plumbing runs are tight, this method provides flexibility while protecting adjacent spaces from moisture ingress.
Rethinking Waste Systems in Modern Bathrooms
Drainage depth also affects waste trap selection. Historically, low-profile “easy clean” waste systems have been used to fit within shallow joist spaces, but they come with drawbacks: frequent maintenance, poor passive fire ratings, and a tendency for end users to remove the internal bucket, leading to a breakdown in the water seal and resulting odours.
These are better suited to the higher flow of modern mains pressure showers, providing a more robust, futureproof solution.
Waterproof Confidence: The Role of Stainless Steel Trays
In inter-tenancy situations or over living areas, water integrity is paramount. Installing a tile-over stainless steel shower tray, such as Allproof’s Custom Tile Over Tray, provides an added layer of security.
These systems connect to standard BSP-threaded fittings, allow for robust sealing with glued PVC connections, and create a watertight enclosure under the finished surface. This added redundancy is particularly important in multi-storey builds where water leakage can affect multiple units or common areas.
Early Design Planning is Key
Making decisions about subfloor structure early in the design process can save significant time, cost, and complication later. Understanding limitations at this stage informs the selection of drainage solutions, rather than redesigning the structure to accommodate desired fixtures.
With solutions like the Allproof Vision Channel, Custom Tile Over Trays, and passive fire-rated FWGs, specifiers can confidently design functional and compliant wet areas that meet aesthetic and performance expectations.
A Sound Foundation for Superior Bathrooms
Whether you’re building apartments, townhouses or commercial facilities, success in bathroom design starts from the ground up. A well-thought-out subfloor and drainage strategy, using products engineered for Australian conditions and standards, delivers more than peace of mind. It ensures that the finished space performs flawlessly, looks great, and stands the test of time.
Allproof has recently published its most substantial update to passive fire testing literature to date. This development expands the scope of testing to include electrical penetrations and provides a comprehensive assessment of composite flooring. These advancements further enhance the capability of Allproof’s industry-leading, New Zealand-made passive fire protection products.
One of the most significant developments in the latest literature update is the introduction of a dedicated electrical testing document. This document focuses exclusively on a variety of electrical and mixed-service penetrations, including paircoil, data cable bundles, optical fibre, TPS cables and other common electrical services requiring fire rating. The Allproof Flush Box Intumescent Pad (FBINT) is also included, providing a clear overview of all fire-rated electrical services. This addition enables installers and engineers to source a wider range of tested solutions from a single supplier, benefitting from Allproof’s advanced intumescent technology. This streamlines product selection, simplifies ordering, and supports local manufacturing.
3 Core TPS cable bundle
Data Cable Bundle
Data Cable Bundle
Composite floor systems have historically been challenging to fire rate due to the complex installation requirements created by their undulating underside profiles and varying depths of concrete cover. Allproof pioneered the Drop-In Fire Collar (DIFC) to address these challenges. This 100% New Zealand-made solution became a benchmark for the industry, providing effective fire protection while accommodating the irregularities of composite floor profiles. As composite flooring has evolved with new tray profiles and topping thicknesses dictated by structural engineering, fire testing has become increasingly complex. Allproof has now extended its assessment to cover composite floor profile changes of 60, 80 and 210 mm, with the DIFC’s Fire Resistance Level (FRL) matching that of the composite floor tray for up to 120 minutes.
Allproof’s passive fire range is BRANZ appraised, providing confidence that the products have undergone rigorous independent examination. BRANZ reviews Allproof’s test reports, verifies results, audits technical manuals for accuracy and compliance, and evaluates manufacturing processes to ensure ongoing quality. The BRANZ Appraisal No. 1088 confirms the high performance and reliability of Allproof’s passive fire products in meeting New Zealand Building Code (NZBC) requirements.
The company’s approach to manufacturing and testing is guided by a commitment to producing systems that simplify specification and installation without compromising performance. By achieving high results without over-engineering, Allproof reduces costs, eliminates unnecessary components, and saves installation time. Known for the quality of its intumescent technology, Allproof often requires only a collar and minimal sealant to achieve effective fire stopping. All technical documentation, including specification sheets, installation details and test reports, is available openly on the company’s website without access restrictions. In addition, customers can subscribe to a dedicated passive fire newsletter for updates on product developments within this fast-moving sector.
Allproof has released a major update to its commercial food production drainage range, enhancing performance, compliance, and ease of specification for Australian projects. Designed for commercial kitchens, food processing plants, and beverage production facilities, this range includes stainless-steel linear drainage channels and sumps engineered to meet the demanding hygiene, durability, and safety requirements of the industry.
The update introduces the new Modular Channel (MC) Series alongside testing and design improvements to the full range.
MC Series – Flexible Modular Drainage
The MC Series is a modular stainless steel channel drain system with sump options available in standard sizes, making it easy to assemble to suit the specific needs of large-scale or complex projects.
Key features include:
Standardised lengths – Channels available in 1m or 2m sections for easier transport, handling, and installation.
Flexible layout design – Width, length, and depth variations to match site-specific hydraulic requirements.
Versatile sump configurations – End terminal sumps or continuous junction sumps for extended runs.
Extended run capacity – 2m sections can accommodate up to 6m between sumps, with mirrored layouts providing 10m between sumps. The continuous sump junction allows unlimited system lengths.
By using a system built from standardised components, specifying, ordering, and installing becomes faster, more accurate, and cost-effective.
Slot (SL) Series – Now Standardised The Slot Series has been revised to offer standardised channel lengths, streamlining the design and ordering process. This highly adaptable system can still be customised for unique layouts by working with the Allproof design team, ensuring compliance with both functional and aesthetic requirements.
Safety & Compliance Enhancements
Allproof has expanded slip resistance testing in accordance with AS 4586, providing both R and P classifications for enhanced workplace safety:
Wedge Wire (WW) Grate – R11 / P2 rating
Slip Resistant Ladder Grate – R13 / P5 rating
This ensures suitability for fast-paced kitchens and wet production environments, reducing the risk of slips and falls.
Other Design Improvements
CK Series outlet repositioned – Now centrally located for easier DWV connection and reduced pipework complexity.
Double strainer baskets – Standard across the range for improved debris capture and system hygiene.
Epoxy-filled safety edges – Standard for added safety and durability.
Allproof’s updated Food Production Drainage Systems provide Australian food and beverage facilities with high-performance, compliant, and hygienic drainage solutions that are quick to specify, simple to install, and built to last.
Australian building regulations, including the National Construction Code (NCC), require appropriate measures to contain water from accidental overflows from sanitary fixtures where such overflows could damage adjoining properties or areas. This is particularly relevant in wet areas like kitchens, bathrooms, laundries, and other spaces with plumbing fixtures.
To create a containment area with a floor waste drain, the floor surface should be impervious (e.g., tiled or vinyl) and waterproofed in accordance with AS 3740: Waterproofing of wet areas within residential buildings. The waterproofing membrane should be continuous and extend to junctions with walls or to a minimum distance from sanitary fixtures, typically covering all areas liable to water exposure.
A floor waste drain allows surface water from an accidental overflow to be drained effectively. For example, in an open-plan kitchen/living area, where the kitchen floor may be tiled but adjoining living spaces are carpeted, a floor waste should be located within the impervious floor zone near the sink or other fixtures that might overflow.
The floor waste assembly typically includes a graded floor to direct water to the drain, a trap to prevent sewer gases from entering the room, and a grate flush with the finished floor surface. Junction fittings may be used to integrate multiple waste lines into a single drainage system.
For multi-storey buildings or apartments, compact gully systems (such as those similar to Allproof’s Boss Gully) can be installed within limited ceiling or floor cavity space to connect shower wastes and sink outlets efficiently.
In areas with limited joist depth, such as residential renovations, shallow floor wastes like the Easy Clean Revolver system can be installed where passive fire protection is not required. However, where space allows, a traditional floor waste with a trap is preferred for ease of maintenance.
Laundry areas are also subject to these requirements under the NCC and relevant plumbing codes, even if no sink is installed, as appliances may also present overflow risks.
Maintenance considerations: Floor wastes should be located in accessible positions to allow regular cleaning and trap priming. Without proper maintenance, traps can dry out, allowing foul odors to enter occupied spaces unless dry floor wastes with external discharge (compliant with NCC and AS/NZS 3500) are used.
Australian manufacturers, including Allproof, provide a wide range of floor waste systems with discreet designs and customizable finishes to meet both functional and aesthetic requirements while complying with Australian standards and codes.
The primary objective of AS/NZS standards is to safeguard people from injury or illness and protect property from damage. Several elements contribute towards achieving this objective. Outlined below are five key factors to consider when selecting the appropriate products for the job.
Application
Ensure the correct type of product is selected for the specific application. Is a channel required, or will a sump suffice? Is this a level entry into a habitable space, a channel drain in front of a driveway or garage, or a collection point before discharge into the local authority’s stormwater system? Each application has different requirements set out in the NZ Building Code (NZBC) and applicable AS/NZS standards. For example, a level entry scenario requires a 200 x 150 mm channel and a 12 mm drip line along joinery (among other details); therefore, a standard three-sided channel would not be appropriate. Each drainage system is designed for a specific application. If unsure, consult the channel supplier to avoid costly delays and compliance issues.
Performance
Ensure the selected drainage product’s hydraulic performance meets the needs of the application. This depends on factors such as channel depth, width, and grate open area, as well as product configuration. The topography of the area plays a significant role. For instance, installing a slot drain with a 15 mm opening at the bottom of a steep driveway may cause surface stormwater to bridge the gap during heavy rainfall, limiting performance. A wider grate with more open area, such as a polymer concrete (PC) channel with a cast iron grate, would allow better water drainage. Slot drains work well in courtyards with falls towards them from both sides. It is best practice to seek advice from a hydraulic specialist.
Load Rating
AS 3996:2019 Access Covers and Grates outlines load class ratings to ensure grates perform under the expected loads. Ratings range from Class A (extra-light duty, pedestrian and pedal cyclist traffic, nominal wheel load 330 kg) to Class G (extra heavy-duty, docks and aircraft pavements, nominal wheel load 30,000 kg). Most applications require load ratings between A and D, covering commercial vehicles such as those in loading bays. Allproof conducts in-house testing to verify their products meet AS 3996 specifications, with detailed information available to assist product selection.
Environment
Material selection is influenced by the environment. Stormwater drainage products are exposed to high moisture levels. It is important to consider the chemical and physical durability of materials in specific conditions. Cast iron offers strength, long life expectancy, and cost-effectiveness. Its bituminous paint coating provides some protection, but will wear off over time, exposing cast iron to oxidation. In high-traffic areas, oxidation stabilises into a natural dark brown patina, which is an aesthetic consideration rather than a performance issue. This may be desirable in some projects but not others where consistent appearance is needed. For marine environments, Allproof recommends high-grade 316 stainless steel for superior corrosion resistance and reduced maintenance. Alternatively, glass-filled nylon (GFN) grates offer a black finish that resists environmental effects.
Grating Design
Grate design affects hydraulic performance. Larger open areas typically perform better hydraulically, but smaller individual openings are less prone to blockage. Smaller openings (8 mm or less) are advisable in pedestrian zones to prevent entrapment of high-heeled shoes; these are classified as heelproof grates. Slip resistance is also important in high foot traffic areas such as busy urban streets and commercial courtyards. AS 4586:2013 specifies slip resistance requirements and classifications. Several Allproof grates have been independently tested, achieving slip resistance ratings ranging from R9 to R13.
Urban intensification strategies such as townhouse and apartment developments have been implemented by authorities to alleviate pressure on the housing market and reduce urban sprawl. These developments often feature smaller dwellings, which has led to a growing trend in open-concept bathrooms aimed at maximising space efficiency. This is especially relevant in medium to high-density projects, where the building footprint is limited. By removing traditional boxed shower units, designers can create a more open and spacious bathroom. A fully tiled shower provides a seamless wet area with minimal spatial impact, an increasingly valuable benefit as available space becomes more limited.
Traditional tiled showers utilise a waterproof membrane system bonded to a leak control flange to create a ‘tanked’ area. Tiles are laid over this membrane with an appropriate fall directed towards a channel or point drain. This approach is well-established and Allproof has built its reputation on providing products that integrate seamlessly with these waterproof membrane systems. However, there is a growing demand for a tiled waterproof system that offers the same level of reliability and assurance as a shower tray.
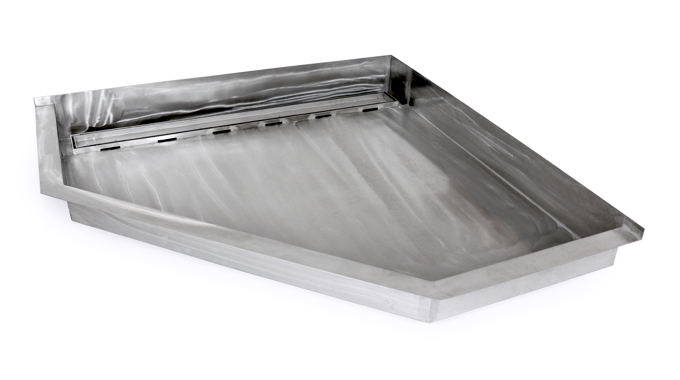
A stainless steel shower tray provides an impermeable barrier beneath the tiles, offering excellent resistance to movement within the building structure. This is particularly important in timber-framed, multi-level dwellings with bathrooms situated above ground level or in developments with inter-tenancy floors. For example, the Cordis Hotel in Auckland, despite its steel and concrete construction, opted to install tile-over trays in each of its 235 bathrooms. The decision was based on an assessment that the initial investment in these trays would be justified by the risk mitigation benefits. A leak in one bathroom could affect multiple rooms, including those below, significantly impacting the hotel’s revenue and incurring costly repairs.
Specifying a tile-over stainless steel shower tray also ensures compliance with relevant Australian and New Zealand standards. Under AS 3740-2010, a tile-over stainless steel shower tray is classified as a “Preformed Shower Base” (section 3.6). It must be recessed sufficiently into the wall and floor so that waterproof membranes can be dressed onto the flange surfaces, which are textured to maximise bonding. The tray should be adequately supported to prevent distortion or cracking. Allproof designs its trays to exceed the minimum fall requirements for ‘Type 1’ showers (section 3.13.5 of AS 3740-2010) by utilising an engineered base. The tile-over stainless tray offers options with a 1:80 fall (recommended for hob entry) or 1:50 fall (recommended for level entry). The tray incorporates a channel drain system with tile bar options to accommodate various tile thicknesses, as well as weep holes to allow moisture trapped under the tray to drain into the waste outlet.
Allproof’s stainless steel tile-over trays are custom-made to suit the specific requirements of each project, reducing installation complexity and on-site work. Each tray is tailored for variables such as size, shape, entrances, wall upstands, tile depths, and grate options. The trays are supplied as complete units with an engineered base already attached. The production process begins with custom measurements submitted by the client, followed by a review and a shop drawing for approval before fabrication. Using a tray with a built-in fall eliminates the need for on-site screeding, saving both time and costs. The tray is fixed in place, and tiles are then directly applied following the installation guide. This streamlined process can also be applied to stainless steel wall niches, a recent addition to Allproof’s product range.
Specifying Drainage Systems for Efficiency, Performance and Safety
Introduction In Australia, the market size of the restaurant industry is expected to increase by 5.1% in 2021. As food and dining options grow, so will the demand for commercial kitchen design. The market is not limited to restaurants, but includes kitchens in health and aged care facilities, schools, and food and beverage production facilities, presenting the design and construction industry with a slew of new opportunities.
The success of a commercial kitchen or food and beverage production facility is made or broken on its design. Kitchen design is a vital component in how a kitchen will operate and how effectively it manages space and budget constraints. A well-designed kitchen will run safely, smoothly and efficiently, ensure consistent performance, and handle heavy commercial workloads.
Drainage design is of special importance but is often an afterthought behind aesthetics and functionality. A good drainage system contributes to food safety, hygiene and cost control, all vital factors in a successful commercial food operation. Conversely, insufficient drainage leads to unnecessary operational costs and, at worst, can result in food contamination and loss of business.
When designing commercial kitchens, off-the-shelf drainage products may not provide the best solution for the very specific needs of each application. A better approach is to understand the installation environment and assemble tried-and-tested systems with the appropriate capabilities, designed into a customised, optimal layout. This will maximise performance and economy by not under or over-engineering while benefitting from systems with proven quality and reliability.
>DOWNLOAD WHITEPAPER<
The Importance of Drainage
Commercial kitchens are spaces that are subject to high traffic and regular occurrences of spillage of liquid used during cooking and cleaning, as well as grease, fat and food waste. Without an appropriate drainage system, wastewater can cause pipe blockages and major disruptions to service. Kitchens must be designed so that any liquids present on the floor or discharged from equipment are quickly and safely removed.
In a commercial kitchen, drainage can impact major aspects of the operation, with food safety among the highest concerns. Food can become contaminated if wastewater is not safely drained away during food preparation and when cleaning surfaces. An ineffective drainage system can also make it difficult to complete basic kitchen tasks, such as washing raw food, hand washing, and separating. Good drainage systems prevent bacteria from entering the premises and reduce the incidence of contaminated water pooling and stagnating.
Commercial kitchens need to operate in a cost-effective manner. Poorly-designed drainage that is difficult to maintain or is prone to blockages will incur additional costs in cleaning, repairs and business disruption. On the other hand, an effective drainage system will improve work efficiency, especially in relation to food preparation and cleaning tasks, reducing labor costs.
Mitigating the risk of injury in a high-pressure kitchen is of the utmost importance to the success of a food business. A good drainage system contributes to health and safety by eliminating the risk of slips, trips and falls created by liquid pooling on the floor. Drainage should also enable high levels of hygiene to be maintained on the premises.
Drainage for Commercial Kitchens Design Considerations
Key Applications
When designing a commercial drainage system, the first step is understanding the key areas in a commercial kitchen or food production facility in which drainage is required, and the different design considerations for each application. This includes the following:
Storage – Areas in which food is stored and prepared will need to be regularly washed down and may be subject to spillages. Floor drains for storage areas need only handle low to medium flows, but slip resistance and load class will be high priority if goods are moved using trolleys or forklifts. In cold storage rooms, drainage is required to release condensate.
Preparation – Preparing food typically involves significant water use and results in food waste (peels, off-cuts and so on) as well as liquid waste. Efficient surface water removal is needed to facilitate high levels of cleanliness and hygiene.
Production – The space in which food is produced is subject to high levels of activity during service, so protection against slips and falls is required. Spillage is common in such areas, and water is regularly discharged by kitchen appliances during cooking.
Washing and disposal – In areas involving the removal of residual food, scraping, pre-soaking, rinsing and so on, care must be taken to reduce the buildup of fats oils and grease in drainage plumbing.
In all environments, drainage should be placed in accessible areas to facilitate easy cleaning and maintenance.
Drainage System Considerations Drain type
The primary function of a drain is the interception of fluids produced in operational or cleaning processes. There are various types of drains, from point drains to linear drains, and different options for gullies and channels, all of which are selected depending on the application. For example, if the system is catering for the emptying of large vats, or there is a risk of a machine malfunctioning resulting in a massive discharge, the drainage system must be capable of handling high volumes of water.
Conversely, if the area is subject to only minimal accidental spillage, you will need a drainage system of the appropriate capacity. If the application calls for isolating designated wet and dry areas, there are specific drainage types that are more effective than others for this intended purpose.
Point drain – A grated drain that is typically located in the middle of a floor. The floor is sloped in all directions to ensure water flows towards the drain.
Linear drain – A drainage system comprised of an elongated, rectilinear channel that is built into the floor. Floors must be sloped in one direction towards the drain so that water is collected and sent to the drain outlet. Also referred to as a “channel drain” or “trench drain”.
Slot channel (or slot drain) – Refers to a form of linear drainage that has a channel with a narrower opening that does not require grating.
Sump – A basin in the ground that collects wastewater and other liquids.
Trap – A U-shaped portion of piping designed to retain a small amount of water that prevents unwanted flow and gases from entering the premises while allowing wastewater to flow through.
Intermittent or continuous flow
Whether the drainage system must cater for an intermittent or continuous flow will factor into product design, specifically outlet size and quantity along with channel dimensions and sump capacity. Some types of commercial kitchens may be subject to heavy flows during a short service period, whereas production facilities may require capacity for longer work hours.
Efficient surface water removal
Different types of drainage systems convey water quicker than others and, again, your selection should be dictated by the application context. Channel dimensions – width, depth and slope – will influence conveyance rate. Other factors include grating open area (gaps in the grating), sump capacity, gully design, outlet size and accessories such as strainer baskets and traps.
Grate open area and maximum individual open area
Some applications require larger openings to wash down surfaces and catch solids in strainer baskets. For example, butcher shops undergo regular intensive surface cleaning, but meat debris must be prevented from entering the drainage system. Other applications require a large total open area but small individual openings so as not to create a trip hazard (e.g. protecting against heels getting caught) or prevent items from being dropped into the drain.
Catchment of solids
Catchment of solids to prevent them from entering the wastewater system is often not considered adequately, but fulfils an important environmental function. Strainer baskets can be specified to catch solids from drainage water in different sizes and capacities. There are fixed and removable strainer basket options, as well as double strainer options.
Separating dry and wet areas
Some drainage systems are better than others at preventing liquid from entering adjoining areas. Narrow or slot systems are effective at this task, and are especially suitable for an expected high traffic load. In comparison, gullies may not be suitable unless combined with components that create an effective liquid barrier. If the channel is too large, the large grating area may increase the risk of trips, slips and falls.
Load rating
Grates are designated by classes according to load capacity in accordance with AS 3996:2019 Access Covers and Grates. Choosing a grate with the requisite load class rating for the application is important for safety and longevity. If the area contains heavy equipment, the grate’s load capacity will determine the likelihood of it failing under that load. Other areas may only be subject to foot traffic, so a high load rating is not required.
Slip resistance
All slip resistance standards must be followed for commercial kitchen environments. The drainage system must be tested in accordance with AS 4586:2013 Slip Resistance Classification and its slip rating should be appropriate for the application. Anti-slip grates are available, including designs that prevent heels from becoming trapped. When installing drainage, ensure that the connection between the floor and the adjacent grate does not create an unnecessary trip hazard.
Material selection
In a commercial kitchen or production facility, some drainage systems will come into contact with chemicals or materials that could impact its durability. Accordingly, the grade of stainless steel used for the drainage system will be an important factor in determining suitability. Different finishes, such as bronze, may be used to increase durability and longevity.
Assessing Your Options
Choosing a solution that delivers performance and functionality suitable for the application is critical to a project’s success. Leading manufacturers offer the ability to build “custom” solutions by selecting grate types, lengths, depths, outlet sizes and so on, while the overall design itself is based on tried-and-tested systems. This offers the best of both worlds – proven performance as well as customised drainage layouts that meet project-specific needs.
The ability to customise tried-and-tested systems is important as it reduces the risk that the solution will not perform as expected in the unique conditions in which it is installed. The economic impact of drainage failure on a commercial operation is high, whether it be losses from food contamination, work health and safety incidents or reduced kitchen efficiency. Conversely, there is also the risk of over-specifying – selecting a solution that offers performance and functionality that greatly exceeds what is needed for the intended purpose. Over-specification can result in greater initial expense, as well as increased service and maintenance costs.
Customisable drainage systems can be built to fit the layout and design of your kitchen to exact dimensions. Custom channel units can be designed to surround machinery, there are fewer issues fitting within existing tiling patterns and performance can be tailored to meet all project requirements. The system can be designed to suit the type and composition of flooring being used, maintenance requirements as well as budget.
Allproof Stainless Steel Drainage Solutions for Commercial Kitchens
Allproof Industries is a New Zealand family-owned manufacturing, marketing and distribution company specialising in plumbing, drainage systems and fire protection products. At the forefront of design, quality and service for the construction industry, Allproof ensures designers and tradespeople alike get the best in innovative and quality products when they need them.
Allproof offers a range of specialised plumbing and drainage solutions for commercial kitchens and factory production facilities. The company’s square or round Storm Series drains come in four grate sizes to suit pipe sizes 80mm, 100mm and 150mm. Premium, durable and long-lasting Cast Bronze Vinyl Flanges with clamping systems to fit inside 50mm, 80mm, and 100mm pipe risers are also available. The Allproof CK (Commercial Kitchen) Sumps, CK Strip Drains and Vinyl Clamping Channels come in standard or custom sizes.
Allproof’s fully stainless steel commercial slot drain makes an excellent high-capacity drainage solution with low surface impact. Strainer Baskets can also be specified as fixed or removable. The company’s experienced team of technical staff and product designers know the questions to ask, the options to provide and will draw up a system to suit the layout and dimensions of each individual project.
Custom drainage systems are available and manufactured for each project from flat sheets of stainless steel. By owning the manufacturing process from start to finish, Allproof are able to control supply and achieve the highest levels of quality and reliability.
Proven Performance
Allproof has intensive research and development capabilities that cannot be matched by independent fabricators. Beyond design and fabrication, Allproof puts their grates and drainage systems through stringent testing procedures to ensure they meet the company’s exacting standards. For example, the company recently designed a new grate to achieve high slip resistance and load class. This new design was quickly produced in-house and installed in facility settings to observe its performance under a turning forklift. With their in-house production facilities at the ready, Allproof’s expert team iterated on the design until it performed sufficiently under real-world conditions.
Allproof’s grates and drainage solutions not only undergo in-house testing in performance categories such as load rating and slip resistance, but they are also submitted to NATA-accredited laboratories for independent testing and certification. Drains with a load class rating of up to Load Class C (5000kg wheel load) are available, and all products have an independently tested and verified slip resistance rating.
All products are designed, developed and manufactured for the Australian plumbing and drainage industry and meet all requirements of sanitary plumbing and drainage under AS/NZ 3500.2.2.
A short guide to designing an external surface water drainage system that protects your dwelling from moisture while maintaining visual consistency and high performance.
A typical residential project will likely require various surface water drainage systems installed at the property entrances and at the property boundary to protect the building from moisture and mitigate runoff into the street. Each scenario will have different requirements based on its performance needs and applicable building codes. The following describes typical scenarios you may face and how these systems would converge before surface water can be drained into the local authorities stormwater system.
Garage and Driveway Drain
For attached garages (areas not deemed to be habited spaces) the door openings will have a “50 mm minimum total level change between the interior and the exterior paving” (E2/AS1 clause 9.1.3.4) in the way of a nib and/or ramp, a drainage channel would then be installed across the total opening width. The same channel drainage system would likely be present at the driveway entrance along the property boundary to collect runoff from the property. Factors to consider would be channel depth, load rating and grate selection. When selecting a grate for a low traffic area that will be subjected to vehicles it is advisable to consider the likelihood of grate dishing and ongoing material finish (i.e. oxidisation in cast iron). Allproof’s Domestic Channel system is constructed from high grade plastic and is suitable for domestic vehicles by gaining its strength from the surrounding concrete. The Domestic Channel’s plastic grates appearance lasts and maintains shape under repeated wheel loads. If a higher load rating as per AS3996 is required in the situation where commercial vehicles or heavy loads such as boat trailers need to access the property, Allproof’s Polymer Concrete would provide an excellent alternative. Grade 316 stainless steel Wedge Wire (load class B or above) would make an excellent grate option in this situation.
Domestic Channel
Polymer Concrete
Level Threshold Entry
At the main entrance to the dwelling a level threshold may be desired where the internal surface and external surface are not subjected to a level change, in this scenario E2/AS2 clause 7.3.2 applies. A 150mm deep by 200mm wide channel is required across the entrance with a grating system that will maintain a 12mm separation (drip line) from the joinery. A traditional 3 sided channel doesn’t work in this scenario as the joinery traditionally overhangs the building slab and will often vary in its width creating a narrower reveal in certain areas. Features to consider here would be the grate finish/material and slip resistance in accordance with AS4586. Allproof’s Perimeter Drain provides an off the shelf two sided channel solution for this with an adjustable Glass Filled Nylon (GFN) grate or a fully custom stainless steel grate supported by a bracket. The GFN grate has a matte black finish which compliments dark joinery and has an R10 slip rating whilst the 316 grade stainless steel Wedge Wire grate is made to measure by Allproof and offers an R11 slip rating. Allproof also offer a wide range of other fully custom manufactured systems to accommodate for a variety of other design variables, for more detailed information on designing the correct system and application for level threshold please see our article on How to Design E2 Compliant Level Access Building Entrances.
Perimeter Drain
Sump/Collection Point
Round Drainage Pits
In a central or practical location a sump should be installed. This sump can be used to drain the surrounding surface area by creating falls towards it and therefore positioned accordingly, or it can be used as a collection point for the property’s other drainage systems. The sumps purpose is to provide suitable collection capacity for surface water from the surrounding area, provide sediment catchment while removing the likelihood of floatable solids entering the stormwater system and provide access for maintenance and cleaning. E1/AS1 states in clause 3.6.1 that “all surface water, except that collected directly from a roof, shall enter the drain via a sump which has:
A grating, hinged or removable for maintenance access. The grating shall comprise at least 35% openings. The smaller dimension of any individual opening shall not exceed 35 mm,
Capacity at the bottom for settlement of silt and debris, and
A submerged (or trapped) outlet which prevents floatable solids entering the drain”
The channel systems previously highlighted all have outlet locations on the underside of each channel section, stormwater pipe would then drain the collected surface water away from the building and into the above sump. Allproof’s DP350x700RS has recently been brought to the market, the sump complies to the above E1/AS1 clause 3.6.1 with a round cast iron grate, 300mm of sediment collection and enough space above to include a half syphon outlet.
The Full System
Other drainage systems such as Allproofs Storm Series grates may also be required depending on the design of the property, these will follow a similar process and integration with the full system. A level of continuity can be achieved by selecting complementary systems from the same supplier, often grates and details are transferable between products allowing for an aesthetic language to be kept throughout the project.
As residential and multi-dwelling developments move toward more compact, space-efficient designs, open-concept bathrooms are becoming increasingly popular. Removing the traditional enclosed shower cubicle and opting for tiled walk-in showers not only enhances spatial flow but also creates a more luxurious, accessible bathing environment.
However, the freedom of design must still align with AS/NZS 3740:2010 waterproofing standards and sound construction practices. One critical element often overlooked is how floor falls and drainage design can dramatically affect waterproofing performance and user experience.
Falls, Drainage & The Role of AS 3740
In residential builds, showers typically fall under the classification of Type 1, as defined in AS 3740-2010. These showers are usually defined by a frameless glass panel, shower curtain, or waterstop hob, and are commonly found in open-plan bathrooms.
According to Clause 3.13.5:
A minimum fall of 1:100 is required where a hob controls water.
A minimum fall of 1:80 is required where no hob is used.
Achieving these gradients correctly is essential to control surface water flow and avoid ponding or oversplash into dry zones. One common solution is to install a linear shower channel drain, typically positioned against the rear wall beneath the shower head. This approach enables a single-direction fall, greatly simplifying installation and providing a sleeker tile finish by eliminating diagonal crosscuts required for a central point drain.
Additionally, AS 3740 recommends that either:
The screed layer be sloped to its own drainage point, or
A waterproof membrane be installed on top of the screed to prevent water pooling within the floor substrate.
Integrated Drainage with Tile Over Trays
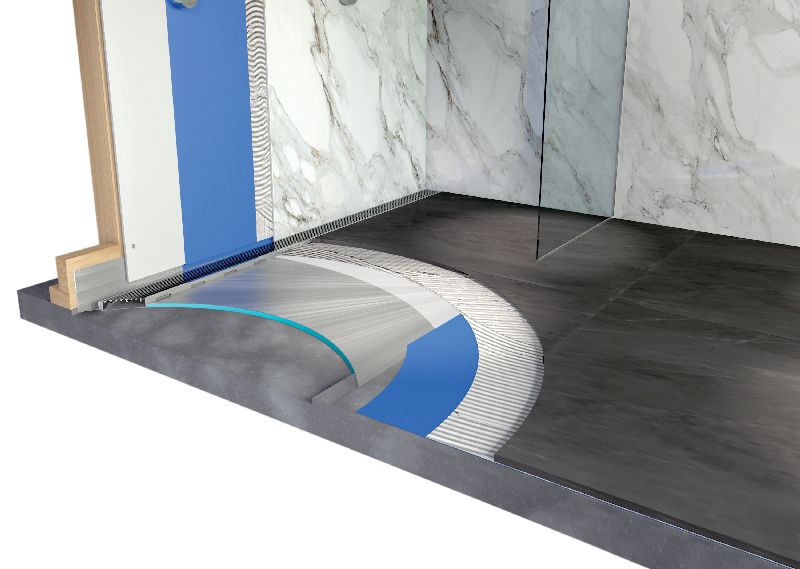
To protect vulnerable structures, especially timber floors and multi-level builds, some specifiers prefer to include a preformed shower base beneath the tiles. This adds a secondary waterproof barrier and helps mitigate long-term moisture ingress issues.
Allproof’s Tile Over Stainless Steel Tray system meets the standard for a “Preformed Shower Base” (AS 3740-2010, Clause 3.6) and offers a precise, engineered approach to tiled shower installations. Custom fabricated to suit individual project dimensions, these trays are recessed into the floor and wall, ensuring waterproof membranes can be correctly dressed onto their textured flange surfaces to maximise adhesion.
The tray’s engineered base features a pre-calculated fall, either 1:80 for hob entries or 1:50 for level entry installations, eliminating the need for screeding. A built-in linear channel drain is integrated into the system, complete with tile bar options for varying tile thicknesses and weepage holes to evacuate subsurface water into the drain line.
Reduced Risk, Faster Install, Smarter Design
By combining Allproof’s Vision Shower Channel with either a waterproof membrane system or a tile over stainless tray, specifiers can achieve a high-performance waterproof solution that:
Reduces on-site installation time
Removes screed curing delays
Provides consistent, code-compliant fall
Offers peace of mind for long-term moisture protection
This approach is particularly valuable in high-density residential construction where risk mitigation, compliance, and efficiency are paramount.
Allproof’s tile-over tray systems are manufactured locally in New Zealand, made to order, and backed by industry knowledge and technical support. Download the custom quote and order form via the product listing page to ensure your project benefits from seamless integration, clean finishes, and durable performance.
Designed to Meet the Standard, Built to Surpass It
Modern bathrooms may be shrinking in size, but they are growing in sophistication. Allproof’s tile over trays and drainage systems offer a simple, elegant solution to one of the most complex parts of wet area design, controlling water in compact, open-plan bathrooms without compromising aesthetics or safety.
Whether you’re building single dwellings or large-scale apartments, don’t fall victim to avoidable waterproofing issues. Specify Allproof, and ensure every detail of your bathroom design drains exactly as intended.





































 Performance
Performance
 Grating Design
Grating Design